
碳纤维制品没有"一步成型"的魔法,它是一套环环相扣的工艺。以运动器材常见的管材/杆体为例:
1. 裁切(Cutting)
按图纸将预浸料(Prepreg,已浸渍树脂的碳布)裁成特定角度和形状的片材。铺层角度(0°/±45°/90°)直接决定成品的刚度方向与抗扭性能。
2. 铺层 / 卷制(Layup / Roll Wrapping)
- 卷管工艺:将裁好的预浸料按设计顺序卷绕在金属芯模上,控制层数与角度
- 铺层工艺:对板件/异形件逐层铺贴,关键受力区局部加强

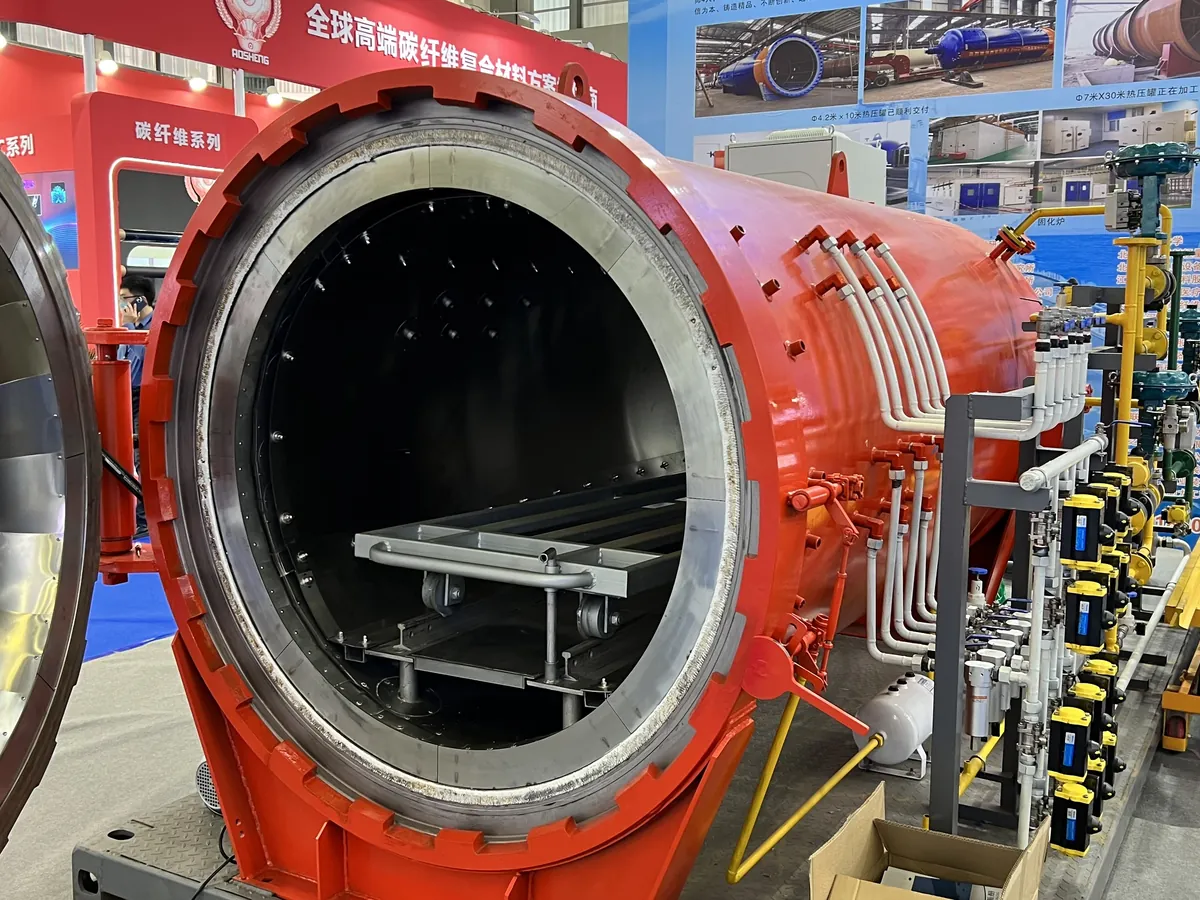
3. 成型固化(Molding & Curing)
将卷好的坯料放入模具,通过热压(压力 + 温度)或热压罐固化。典型固化温度 120–150℃,树脂交联硬化,纤维与基体结为一体。压力确保密实、排出气泡。
4. 脱模与抽芯(Demolding)
固化后抽出芯模、开模取件,得到中空或实心的碳纤维毛坯。
5. 修整与检测(Finishing & QC)
切定长、打磨接口、称重、测直线度与壁厚,逐支检验力学一致性,剔除分层、气孔等缺陷。
6. 表面处理与涂装(Coating)
清漆/哑光漆保护表面并提升外观;运动器材常加手感漆、砂面或防滑纹理提升握持与控球体验。
每一步的参数(铺层角、固化曲线、压力)都会影响最终的重量、FLEX 弹性与耐用度——这正是 OEM 工厂的核心 Know-how 所在。